Виброблокиблоки: описание, характеристики. Делаем вибропресс своими руками. Вибропресс для тротуарной плитки своими руками
Вибропресс своими руками
Несколько последних лет применение строительных блоков из различных смесей бетона с облегченными заполнителями стало очень популярным. Стеновой материал всегда стоил недешево, а сегодня приходится считать каждую копейку тем более. Именно поэтому застройщики не спешат выстраиваться в очередь за готовыми шлакоблоками, тротуарной плиткой и другими материалами, которые изготовлены относительно простыми способами. Каждый пытается сэкономить, и как следствие, появилось целое течение любителей выливать бетонные блоки самостоятельно.
Содержание:
- Вибропресс для блоков
- Какие бывают вибропрессы
- Вибропресс для плитки
- Вибропресс для шлакоблока
Вибропресс для блоков

Для производства блоков из бетона, плитки тротуарной, шлакоблоков и керамзитобетонных блоков используют одно-единственное основное устройство — вибропресс. Имея в хозяйстве вибропресс можно штамповать блоки неограниченным тиражом, обеспечивая как собственную стройку, так и с возможностью продать какую-то часть неиспользованного материала, а если вибропресс производительный и качественный, то можно даже открыть небольшой бизнес. Но это в перспективе, а пока давайте разбираться, что это за вибропресс такой, зачем он нужен, из чего сделан и какой смысл в том, чтобы собрать вибропресс своими руками.

Станки для производства прессованных блоков могут сильно отличаться по многим параметрам:
- производительность;
- источник энергии;
- мобильность;
- уровень автоматизации;
- класс исполнения;
- цена.
Все это очень влияет на выбор устройства для производства блоков или плитки. Никто эти станки никогда не классифицировал, но условно, руководствуясь здоровой логикой, их можно разделить на несколько категорий.

Какие бывают вибропрессы
Градация, которую мы предложим очень зыбкая, но она поможет понять, какой именно станок для изготовления шлакоблока или плитки необходим именно в конкретном случае. Вот, что предлагают на рынке.
- Максимально автоматизированные станции. Это, действительно, больше наминает микрозавод, чем станок, хотя по габаритам этого не скажешь. Для получения партии блоков необходимо просто загрузить сырье — песок, щебень, бетон, затем выставить нужную программу и включить станок. Все. Полная автоматизация. Производительность такой станции составляет не менее 900-1000 блоков час, только успевай мешать раствор. Это очень высокий показатель, естественно, что такое оборудование будет стоить приличную сумму. Но в рознице таких станков очень мало, потому как применяют их в основном крепкие в финансовом плане строительные организации.

- Полуавтоматические станки. Модели значительно проще, и об их покупке уже можно задуматься. Производительность таких станков составляет около 600-700 блоков в час, но они требуют больше ручных операций.

- Ручные станки. Самые дешевые и непродуктивные, но они вполне удовлетворяют потребности в индивидуальном строительстве. В качестве справочной информации можем сказать, что такой вибропресс отечественного производства посредственного качества будет стоить от 180 тысяч, а более качественные вибропрессы могут тянуть и на все 300 тысяч.

Вибропресс для плитки
Все вибропрессы опять таки условно можно разделить на несколько категорий по размеру формовочной зоны. То есть, грубо говоря, какие можно изделия именно выполнять на таком вибропрессе. Самые маленькие и средние подходят для изготовления тротуарной плитки и небольших бордюров. Максимальный размер формировочной зоны у них составляет не более 0,3 м². Следовательно, на них можно изготовить только плитку. Как правило, все они с ручным отбором готового изделия, что диктует максимальный вес загрузки, с которой может справиться один человек. Это не более 35 кг.

Каждый из вибропрессов для тротуарной плитки имеет свои показатели по производительности и скорости формирования цикла загрузки. Самые скоростные из них формируют блок за 8-10 секунд, а время формирования блока кустарными станками составляет две-три минуты. Следовательно, производительность очень разная, и о массовом производстве плитки на таком оборудовании речи быть не может.
Вибропресс для шлакоблока
Для производства шлакоблоков применяются станки классом повыше. Эти устройства имеют техническую возможность повысить производительность и увеличить массу загрузки. Поэтому при помощи таких станков возможно изготовление стеновых блоков своими руками. Они тоже есть двух типов — мобильные и стационарные.

Мобильные, или несушки, как их ласково называют у нас, могут вообще формировать блок прямо на бетонном полу или на земле. Такой вибропресс разгружать не нужно, потому что готовые блоки остаются на земле, а пресс переезжает дальше, где происходит следующая загрузка. Используют у нас их не массово, потому что климат не позволяет оставлять на просушку большое количество блоков под открытым небом.

Стационарные вибропрессы могут быть основаны на формировании блока вибростолом, а могут иметь другой механизм — колеблющуюся матрицу. Это очень дорогое устройство, и описывать его нет никакого смысла. Сделать такой вибропресс своими руками просто невозможно без очень точного и дорогого оборудования.

Таким образом мы выяснили основные плюсы и минусы изготовления вибропресса своими руками и покупного станка. Какому варианту отдать предпочтение — зависит от ваших планов на блоки или плитку.
Читайте также Изготовление тротуарной плитки своими руками
Рекомендуем другие статьи по теме:
stroydetali.com
Виброблокиблоки: описание, характеристики. Делаем вибропресс своими руками.
Разнообразие и выбор мобильных вибропрессов
Для производства блоков из бетона, тротуарной плитки, других видов строительных изделий используют так называемый вибропресс. Такие станки могут сильно отличаться по своим характеристикам, в зависимости, например, от производительности, мобильности, автоматизации. Можно рассмотреть каждый из трех типов вибропрессов отдельно.
1.Полностью автоматизированные. Такие вибропрессы представляют собой практически целые мини-заводы. Владельцу достаточно лишь загрузить необходимые для бетона ингредиенты (цебень, песок и т.д.), а затем включить вибропресс для работы по заранее внесенной программе. Производительность полностью автоматизированных прессов начинается от 1000 блоков (плиток, кирпичей, бордюров и т.д.) в час. А это довольно значительный показатель. Применяют такие прессы, в основном, крупные строительные компании. Кстати, одни из самых лучших станков такого типа выпускает российский завод Рифей, его одноименная продукция пользуется большим спросом в том числе и за рубежом.
2. Полуавтоматические. Как понятно из названия, станки работают полуавтономно, то есть с помощью человека. Как правило, такие вибропрессы можно передвигать с места на место с помощью грузовых автомобилей или подъемных кранов. То есть их можно использовать непосредственно на самой стройке, что очень удобно. Некоторые строительные компании покупают такие прессы в аренду на время возведения того или иного здания.
3.Неавтоматизированные. Используют их чаще всего частные производители (зачастую это просто один человек). Используется на небольших стройках, например, при возведении частных коттеджей. Может производить до 500 блоков в час.
Вообще, прежде, чем приступить к выбору, необходимо понять, из чего выбирать.Поэтому, попробую набросать некую классификацию вибропрессов по различным признакам.
В предыдущем сообщении я уже разделил вибропрессы на универсальные и специализированные по группам производимой продукции.Далее можно их можно разбить на группы по размеру формовочной зоны.
I группа - малые.Максимальный размер не достигает 1000мм. Это значит, что бортовые камни метровой длины на этих прессах сделать невозможно. Значит, и назвать универсальными, строго говоря, нельзя.Площадь формовочной зоны колеблется от 0.1 до 0.3кв.м.Среди них можно выделить самые маленькие вибропрессы с ручным отбором готовых изделий. Необходимое условие - вес изделий вместе с поддоном не превышает физических возможностей среднестатистического рабочего (не более 30кг.). Площадь формовки 0.1-0.15кв.м.
II группа - средние.Размер формовочной зоны от 500х1000мм до 1200х600мм.Это соответствует 0.4-0.7кв.м. плитки, 1-2 бортовых камня, 5-9шт. стеновых камней.
III группа - большие.Размер формовочной зоны от 1200х800мм до 1200х1000ммЭто соответствует примерно 1кв.м. плитки, 3-4 бортовых камня, 12-15шт. стеновых камней.
IV группа - самые большие, высокопроизводительные.Размер формовочной зоны от 1200х1200ммЭто более 1.2кв.м. плитки, 6 бортовых камней, 18шт. стеновых камней.
Максимальная высота формуемых изделий колеблется от 120 до 500мм. Универсальные вибропрессы, как правило, имеют высоту изделий до 300мм. стандартно, и до 500мм. на заказ.
Важный показатель, характеризующий производительность вибропресса -время цикла формовки.
Понятно, что производительность пресса - это произведение площади формовки на число циклов формовки в единицу времени.Время цикла колеблется в очень широких пределах.Рекламно-показательные циклы быстродействующих вибропрессов - 6.5 секунд.Цикл примитивных вибропрессов с низкой знерговооруженностью - 60 секунд.Лучшие серийно выпускаемые вибропрессы, ориентированные на стеновые материалы, имеют цикл формовки стеновых блоков 8.5 секунд.Профессиональные разработчики в кулуарном общении признают, что минимальное технологически обоснованное время цикла формовки однослойной тротуарной плитки - 12 секунд.
Однако, быстродействие стоит дорого.Поэтому, вопрос о том, что лучше - медленный вибропресс с большей зоной формовки, или быстродействующий с меньшей (при равной сменной производительности) - решается с учетом остальных показателей производства.
Разделим вибропрессы на две группы - мобильные и стационарные.
1. Мобильные.По другому - передвижные, или "несушки", как их называют в России.Формуют на земле, или на бетонном полу.После каждой формовки изделия остаются на поверхности, а машина перемещается на шаг, оставляя за собой ряд изделий.Вибрация передается в смесь от пуансонов, матрица неподвижна, поэтому иногда специалисты называют их виброштамповочными машинами.Нормально на них можно формовать только блоки.Их единственное преимущество - отсутствие поддонов.В России были популярны в начале 90-х, но серьезного распространения не получили. Климат а нас не подходящий.
2. Стационарные машины не перемещаются.Внутри этой группы их можно разделить по способу возбуждения вибрации.
2.1 С вибростолом.Это преимущественно европейские вибропрессы.2.2 С колеблющейся матрицей.Это американские вибропрессы. Причем2.2.1 В матрице установлены дебалансы.2.2.2 Матрица колеблется от эксцентрикого вала с постоянной амплитудой.Эти вибропрессы формуют изделия на поддонах. Одна формовка - один поддон.2.3 С колеблющимися верхними или нижними пуансонами при неподвижной матрице. Нижние пуансоны называют выталкивателями - с их помощью изделия извлекаются из матрицы.Это советское изобретение. Формовка осуществляется без поддона. А уже после извлечения изделий из матрицы, они сталкиваются на поддон. Аналогично - одна формовка - один поддон.Существуют и другие, более экзотические группы вибропрессов, но о них - позднее.
Я ее просто перечислю, потому, что так-как ее почти никто не видел, можно считать, что ее не существует. А если кого заинтересует, тот спросит.
Итак:- Вибропрессы с кантующейся формой.- Роторные вибропрессы (кинематически подобные гиперпрессам).- Вибропрессы с многослойной укладкой.Может, я чего забыл.
kazap.ru
состав раствора, самодельные формы, технология и вибростол для производства тротуарной плитки
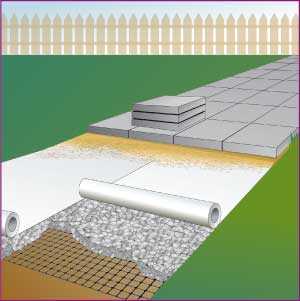
Отесанные камни издревле использовались для мощения тротуаров и дорог в населенных пунктах. И сегодня в городах с даней историей можно встретить булыжные мостовые, прослужившие не одну сотню лет. Сегодня, вместо булыжников и камней для обустройства пешеходных зон используется тротуарная плитка, она встречается повсеместно: на тротуарах, детских площадках, спортивных сооружениях, террасах, патио, на даче, в саду, палисаднике и др. Изготавливается плитка из смеси песка и цемента, с добавлением воды, пластификаторов и пигментов (для придания цвета). Рецептура состава довольно проста, поэтому плитку можно изготовить и своими руками. Наша статья подробно расскажет про изготовление тротуарной плитки.
Вибропресс и станок для производства тротуарной плитки: устройство и принцип работы
Современная технология изготовления тротуарной плитки такова:
- Приготовление смеси из цемента, песка, воды, добавок,
- Заливка смеси в формочки для тротуарной плитки,
- Трамбовка смеси на вибростоле или вибропрессе,
- Сушка плитки в формах (раствор должен «схватиться»),
- Сушка плитки без форм.
Из промышленного оборудования используется бетономешалка, для приготовления смеси и вибростол или вибропресс.
Вибростол для производства тротуарной плитки представляет собой устойчивую станину, на которой установлена подвижная столешница и механизм, обеспечивающий вибрацию. Раствор заливается в формы, которые находятся на столешнице, затем запускается вибрирующий механизм и раствор «утрамбовывается» в формах, из него выходит лишний воздух, в результате чего плитка становится крепче, прочнее.
Более современным методом производства плитки считается изготовление при помощи вибропресса. Помимо вибрации к смеси применяется и прессование. Плитка, полученная таким путем, считается еще более надежной и прочной, чем произведенная на вибростоле. Нажим, применяемый к формам повышает плотность тротуарной плитки, минимизирует затраты воды и значительно повышает прочность материала.
Если вы хотите более подробно рассмотреть, как осуществляется производство тротуарной плитки, видео материалы вам помогут.
Как самому сделать тротуарную плитку: состав раствора из щебенки, бетона и красящего пигмента
Сделать плитку своими руками не сложно, даже при отсутствии специального оборудования. Главное, что необходимо – формы для изготовления тротуарной плитки. Это могут быть специальные формы, купленные в строительном магазине, также подойдут и подручные материалы: пластиковые контейнера, формочки, упаковки. К формам предъявляются минимальные требования: прочность и необходимое количество. При выборе форм отдавайте предпочтение емкостям с ровными краями, такая плитка будет лучше стыковаться между собой.
Смесь для тротуарной плитки готовят следующим образом:
- Мелко просеянный песок и цемент марки М500 (лучше всего брать именно эту марку) смешивают в пропорции 3:1 (3 части песка, 1 часть цемента),
- В смесь постепенно вводят воду (лучше всего брать питьевую воду, протухшая или застоявшаяся вода не годится для изготовления плитки) и добавки,
- Раствор для тротуарной плитки должен получиться густым, тестообразным (не стекать с мастерка). Для того чтобы использовать меньшее количество воды и используют вибропресс, который позволяет формировать «кирпичики» без излишка влаги.
Формы для плитки смазывают маслом, чтобы готовая плитка легко выскальзывала из емкости.
При накладывании раствора в формы, осуществляют трамбовку (чтобы смесь хорошо распределялась по емкости).
При использовании красящих пигментов часто окрашивают только верхний слой плитки, накладывая примерно 1/3 часть окрашенной смеси и 2/3 формы смеси без пигмента.
Наполненные формы оставляют на неделю под навесом, когда плитка подсохла в емкости, ее вынимают и оставляют сохнуть под навесом еще на 2-3 недели. Чтобы плитка не пристала к поверхности, на которой она будет сушиться, лучше всего ее выкладывать на металлические листы (нержавейку).
Резиновые формы для тротуарной плитки, а также силиконовые и полиуретановые
О том, как изготовить тротуарную плитку, мы рассказали, не мешало бы и подробней рассказать о формах, предназначенных для изготовления плитки.
Сегодня в продаже представлены резиновые формы, резиноподобные (полиуретановые), пластиковые и силиконовые. Для емкости важно – удерживать форму (не деформировать при наливании в нее смеси), легко сниматься с подсохшей плитки (быть гибкой). При выборе готовых форм стоит помнить, что у каждого вида есть свой определенный ресурс. Самые прочные резиновые формы, они выдерживают до 500 циклов, пластиковые формы выдерживают вполовину меньше (до 250 циклов), полиуретановые формы выдерживают всего 100 циклов формования.
Также немаловажен для форм такой параметр – легкость распалубки, необходимость смазки перед заливкой. Если резиновые и пластиковые формы нуждаются в смазке, то полиуретановые формы можно использовать без смазывания, и при распалубке плитки они также не предоставляют никаких проблем и сложностей.
zonaidey.ru
Вибропресс своими руками | своими руками
Инструкция по изготовлению вибропресса
Фотография из категории Оборудование для производства тротуарной плитки раздела Тротуарная плитка своими руками нашего альбома визуализации различных способов предпринимательской деятельности. Надеемся материал окажется полезным для тех, кто искал: вибропресс, самодельный, своими руками, инструкция, как сделать - Как сделать вибрационный пресс.
своими руками
 Смотрим остальные материалы по теме "Оборудование для производства тротуарной плитки"
Смотрим остальные материалы по теме "Оборудование для производства тротуарной плитки" Для изготовления вибропресса своими руками необходимо сразу предусмотреть несколько очень важных моментов: основой всей конструкции будет формирующая часть вибропресса, то есть матрица и пуансон. Они должны быть изготовлены из материалов с достаточным запасом прочности и надежности. Приводная сила создается под воздействием гидравлического привода в механизмах которого главное - это обеспечение герметичности соединений. При этом еще необходим еще и источник вибрации (электромотор с эксцентриком) для уплотнения полусухой бетонной смеси, а поэтому для более точной наладки вибропресса необходимо предусмотреть наличие возможности изменять силу вибрации (скорость вращения электромотора) и предусмотреть механическую фиксацию всех гаечных соединений во избежание их раскручивания. Очень большое значение будет иметь место крепления вибратора, т.к. от этого будет зависеть правильное и равномерное уплотнение раствора, а не сбивание его в комки или прилипание к стенкам формы .
Инструкция по изготовлению вибропресса
Ещё немного интересного (советы, описания, инструкции):
Если Вы готовы поделиться интересной информацией по вопросам подобным запросу "своими руками" - заходите пожалуйста в нужную Вам категорию нашего каталога статей, где собираются материалы не только по теме Оборудование для производства тротуарной плитки. В любом случае, если Вы добавите фотографии, или любые другие интересные материалы: инструкции и советы по запуску производства и применению технологий - посетители раздела Тротуарная плитка своими руками, которых интересуют Для изготовления тротуарной плитки, и другие вопросы возникающие при самостоятельном открытии бизнеса, останутся Вам благодарны.
Категории раздела:
| Вибролитая тротуарная плитка Технология производства литой тротуарной плитки своими руками: фото, картинки и схемы по организации малого производства, необходимое оборудование (вибростол, бетономешалка, формы) и строительные материалы (песок, щебень, цемент, пластификатор, красители), советы по выбору помещения, хранению и сбыту произведенной тротуарной и облицовочной плитки |
| Вибропрессованная тротуарная плитка Технология производства своими руками тротуарной плитки методом вибропрессования: основные этапы производства (замес полусохой бетонной смеси, прессование, сушка), сравнение характеристик получаемой тротуарной плитки, преимущества и недостатки, фото и картинки процесса производства и технологического оборудования |
| Оборудование для производства тротуарной плитки Как сделать своими руками технологическое оборудование и приспособления для производства литой и прессованной тротуарной плитки: фото и картинки с описаниями и советами по изготовлению самодельных бетономешалок, вибростолов и вибропрессов, форм для изготовления тротуарной плитки, чертежи и схемы с пошаговыми инструкциями |
Возможно Вам будет интересно посмотреть:
Бизнес своими руками онлайн © 2018
zarabotay.samrukami.com